- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Kako izdelati grafitne palice?
Stiskanje, izostatično stiskanje in ekstrudiranje palic so tri najpogostejše metode za proizvodnjo grafitnih palic, podobne tistim, ki se uporabljajo za izdelavo grafitnih cevi.
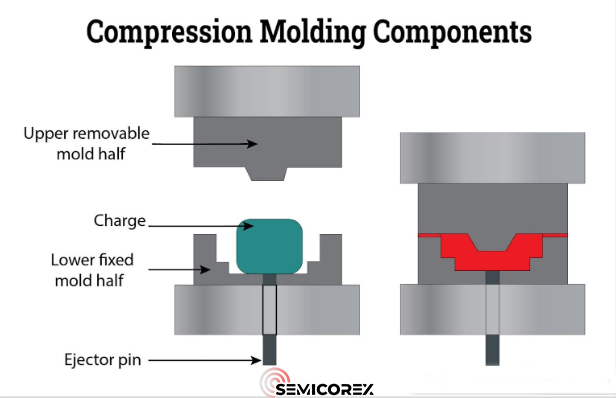
Stiskanje
Stiskanje je postopek, ki se uporablja za oblikovanje materialov v določeno obliko. Pri tem postopku se material najprej segreje in nato položi v odprt, ogret kalup. Kalup se nato zapre in pritisne čep, ko se material mehča. Zaradi kombinacije pritiska in toplote se material prilagodi obliki kalupa. Material nato pustimo v kalupu, dokler se ne strdi in prevzame želeno obliko.
Ekstrudiranje palic
Postopek iztiskanja palic je standardna tehnika, ki se uporablja za oblikovanje. Vključuje segrevanje surovine grafita skupaj z morebitnimi zahtevanimi dodatki v lijaku, dokler se ne stopi in postane tekoč. Staljeno surovine se nato potisne skozi matrico v obliki cevi. Zaloga prevzame velikost in obliko matrice, ko se ohladi. Ko se dovolj ohladi, se sprosti iz matrice kot trdna oblika.
Izostatično stiskanje
Izostatično stiskanje je metoda oblikovanja, ki enakomerno izvaja pritisk iz vseh smeri. Postopek vključuje postavitev grafitne snovi v visokotlačno zadrževalno posodo in ustvarjanje tlaka z uporabo inertnega plina, kot je argon. Ko je grafit v notranjosti, se posoda segreje, kar poveča tlak in povzroči nastanek grafita na ta način.
Vroče izostatično stiskanje (HIP)
Vroče izostatično stiskanje (HIP) je proizvodna tehnika, ki omogoča konsolidacijo prahu in hkratno dokončanje dvostopenjskega procesa tradicionalnega oblikovanja in sintranja v metalurgiji prahu. Ta tehnika se uporablja tudi za odpravljanje napak pri litju, difuzijsko lepljenje obdelovancev in izdelavo delov kompleksnih oblik. Inertni plini, kot sta argon in amoniak, se običajno uporabljajo kot mediji za prenos tlaka, komponente pa so pakirane v kovino ali steklo. Postopek običajno poteka pri temperaturah med 1000 in 2200 °C, delovni tlak pa je običajno med 100 in 200 MPa.
Hladno izostatično stiskanje (CIP)
Hladno izostatično stiskanje je stroškovno učinkovita metoda izdelave delov, kadar visokih stroškov stiskalnih matric ni mogoče upravičiti ali ko so potrebne izjemno velike ali zapletene kompaktne naprave. Ta postopek se pogosto komercialno uporablja za stiskanje širokega nabora praškov, vključno s kovinami, keramiko, polimeri in kompoziti, z uporabo tlakov stiskanja, ki segajo od manj kot 5.000 psi do več kot 100.000 psi (34,5–690 MPa). Praški se stiskajo v elastomernih kalupih z uporabo mokrega ali suhega postopka vrečke.
Prejšnja:Kaj je difuzijska peč?



